
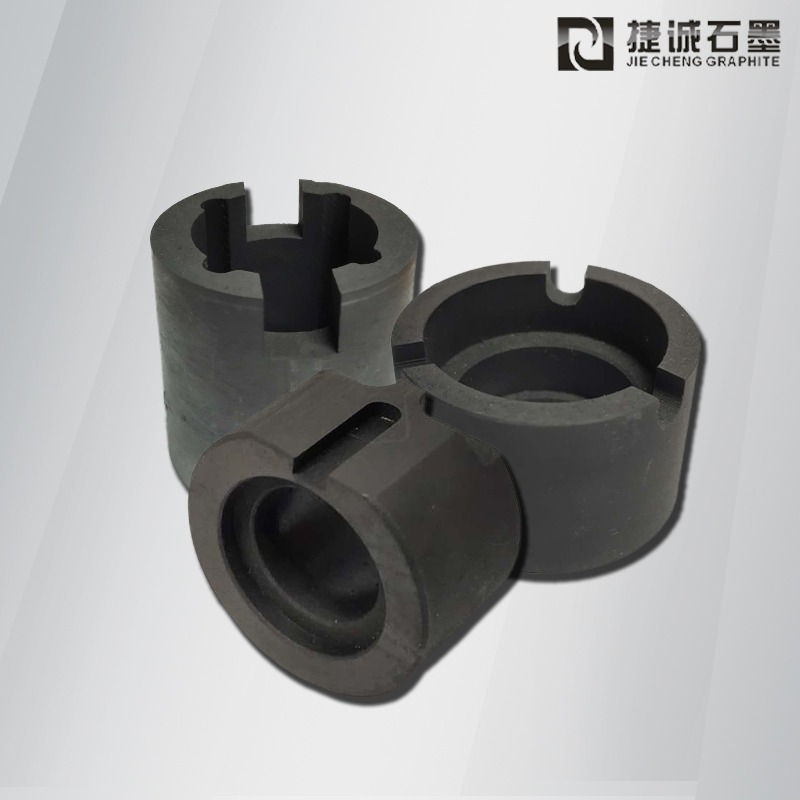
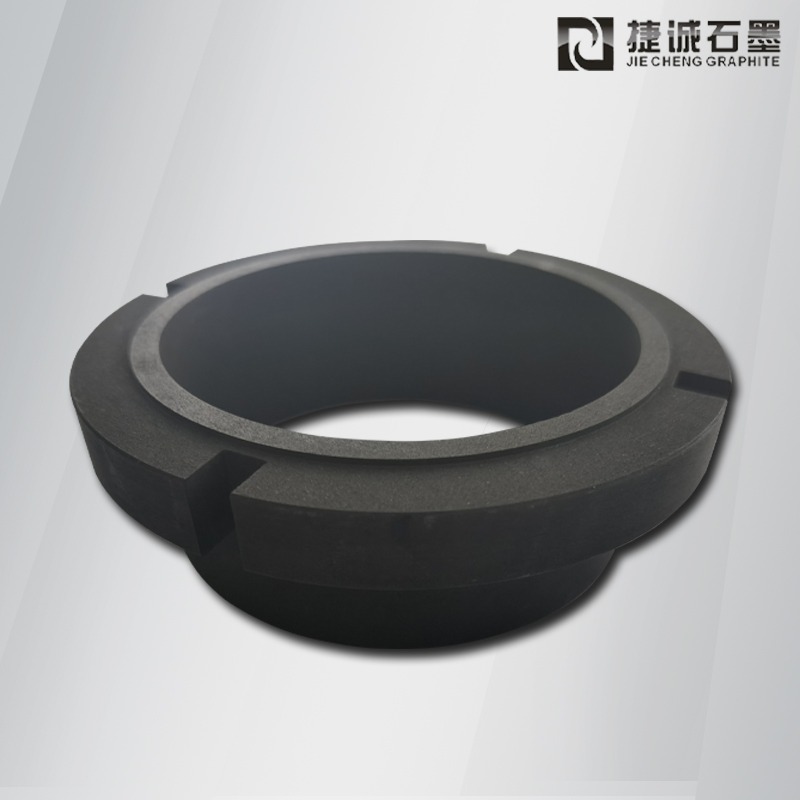
石墨軸承套加工廠 進(jìn)口浸樹脂石墨軸承 耐壓石墨軸承批發(fā) 屏蔽泵石墨軸承套定制

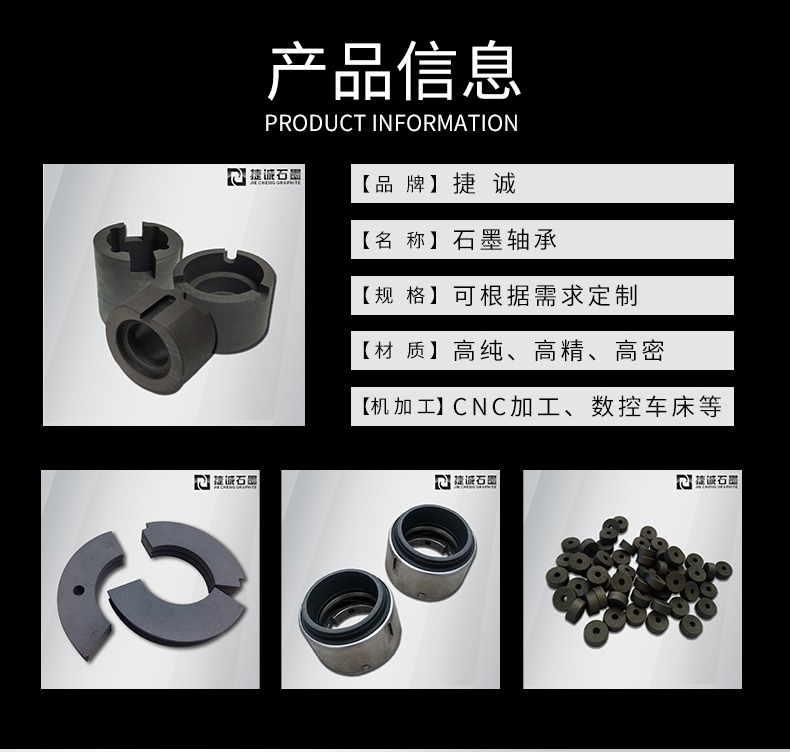
捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
 石墨軸承:材料特性、應(yīng)用場景及優(yōu)勢解析
石墨軸承:材料特性、應(yīng)用場景及優(yōu)勢解析 -
 石墨軸承和金屬石墨軸承的耐用性比較
石墨軸承和金屬石墨軸承的耐用性比較 -
石墨軸承和金屬石墨軸承哪個更耐用一些
-
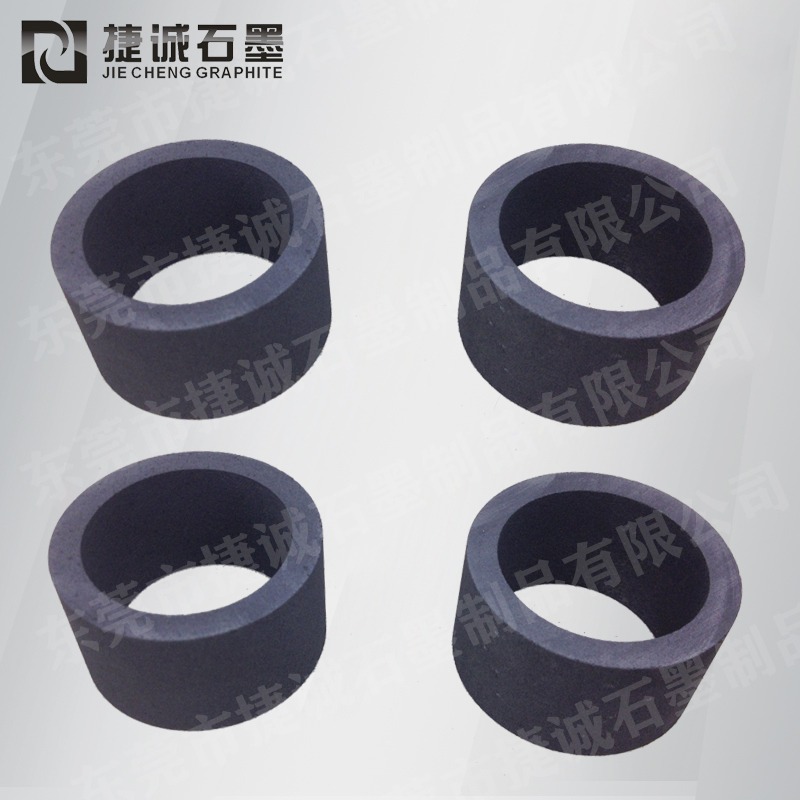
 石墨密封軸套的密封效果主要取決于哪幾個因素
石墨密封軸套的密封效果主要取決于哪幾個因素 -
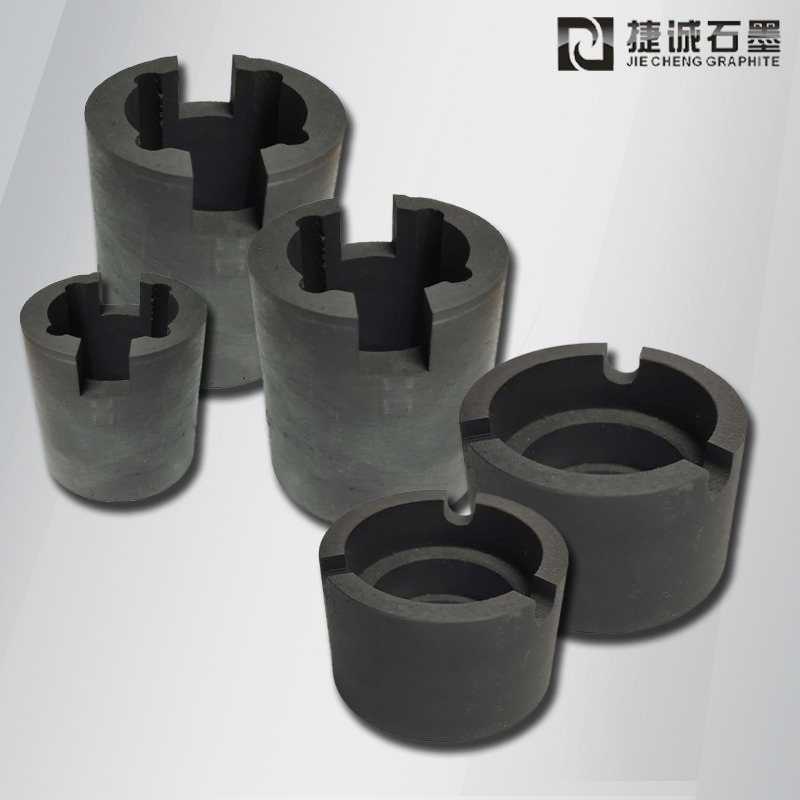
石墨軸承和浸漬石墨軸承
-
 石墨軸承加工廠
石墨軸承加工廠 -
自潤滑石墨軸承的介紹
-
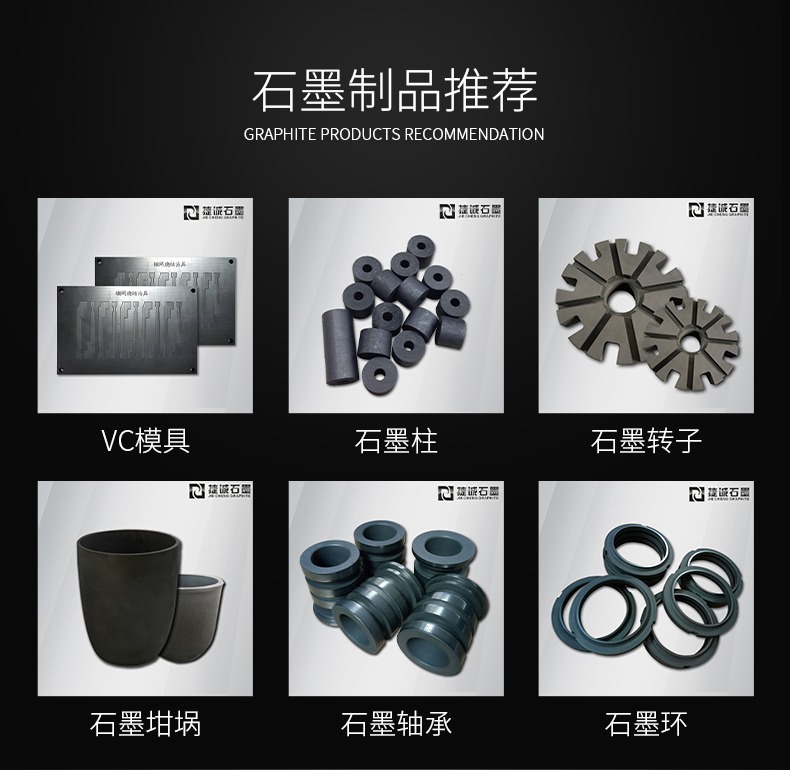
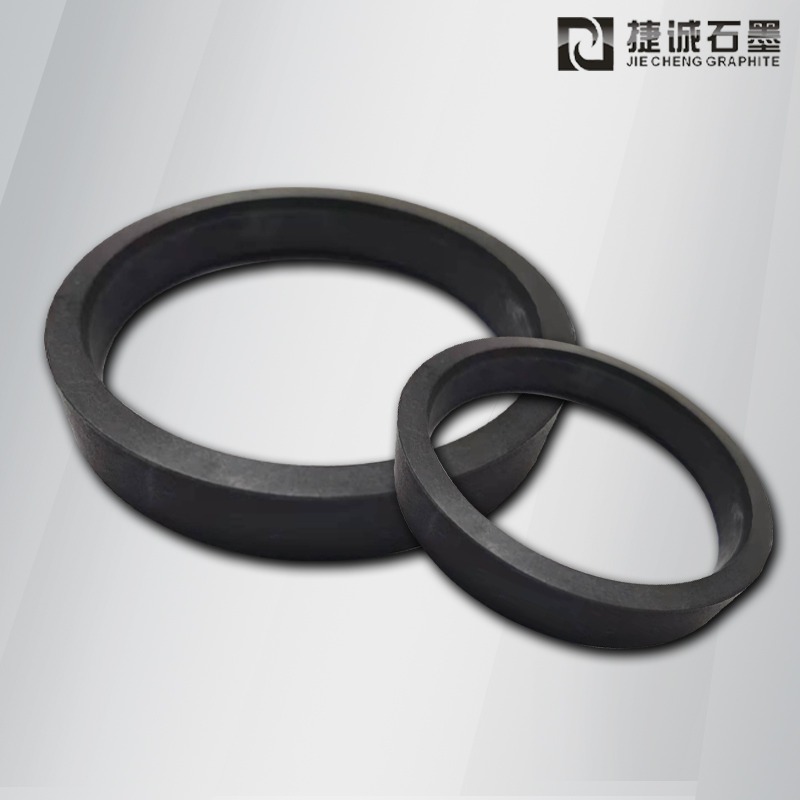
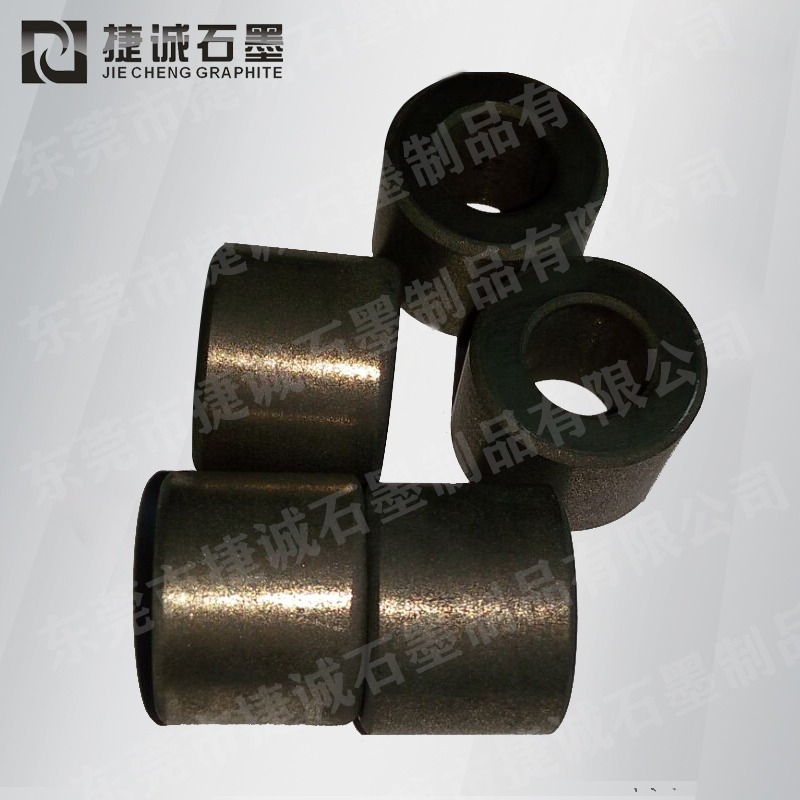 浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制
浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制 -
 進(jìn)口無油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠
進(jìn)口無油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠 -
 石墨潛水泵軸承定制 進(jìn)口磁力泵止推軸承 浸樹脂石墨密封軸套加工廠 抗氧化石墨軸承批發(fā)價格
石墨潛水泵軸承定制 進(jìn)口磁力泵止推軸承 浸樹脂石墨密封軸套加工廠 抗氧化石墨軸承批發(fā)價格 -
 電動水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號
電動水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號
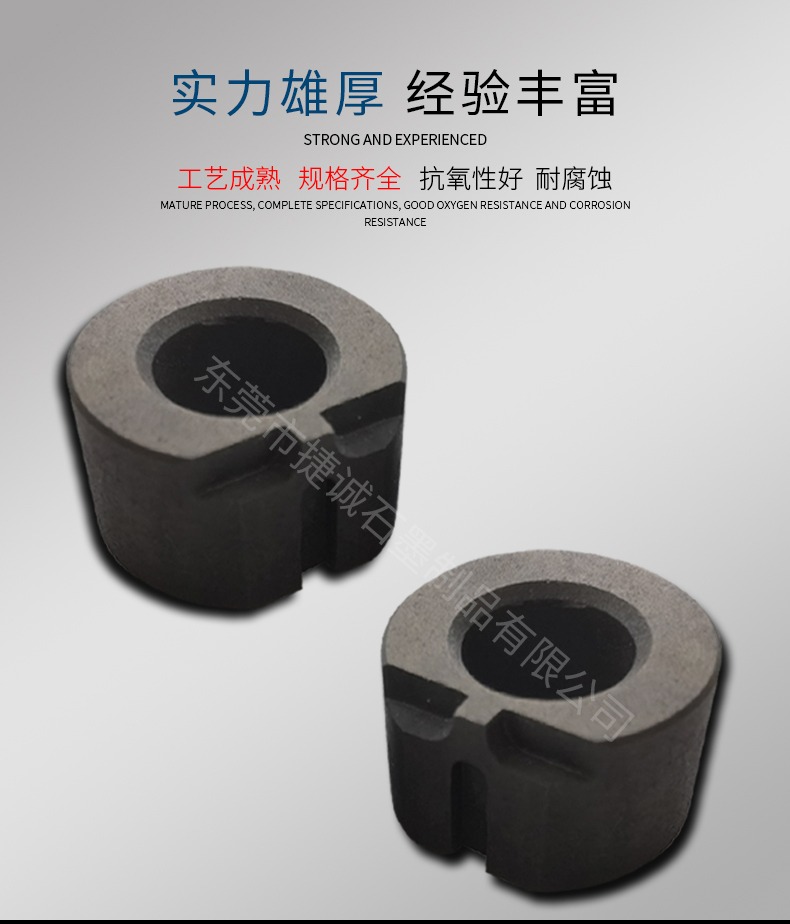
石墨是生產(chǎn)和生活中非常常見的黑色非金屬原料。具有低密度、耐高溫、導(dǎo)電導(dǎo)熱、潤滑性、化學(xué)穩(wěn)定性、可塑性和抗熱震性等優(yōu)良性能。由于石墨屬于六方晶系,層間結(jié)合力弱,內(nèi)部氣孔率高,抗拉強(qiáng)度低,加工性能好。根據(jù)其不同的特性,其應(yīng)用也非常廣泛,如:根據(jù)其化學(xué)穩(wěn)定性,可制成墨水、鉛筆芯等。根據(jù)其耐高溫性能,可制成提金磨料。根據(jù)它的導(dǎo)電性和導(dǎo)熱性。y可以制成電加工機(jī)的電極。
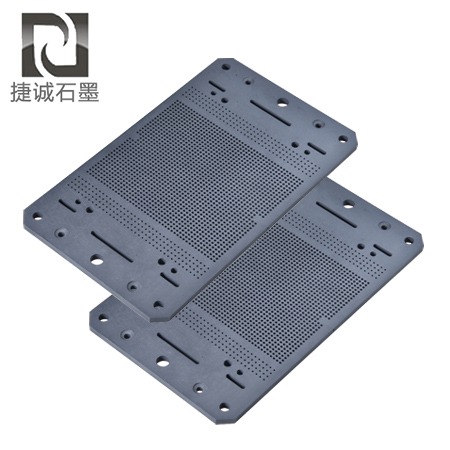
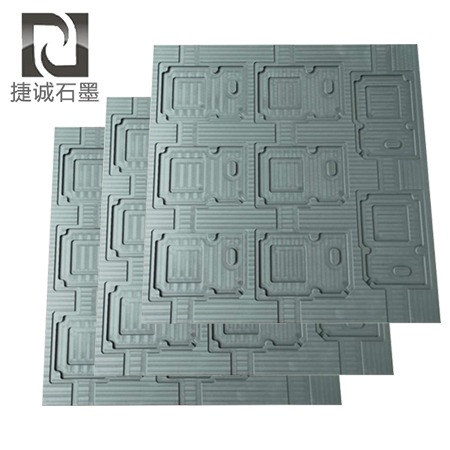
石墨零件結(jié)構(gòu)復(fù)雜,精度要求高。一般來說,他們要求質(zhì)量高。由于上述特點(diǎn),在加工過程中容易產(chǎn)生不合格的刃鋸齒、掉渣、倒角。
二、石墨加工刀具的選擇
刀具的正確選擇直接決定了加工的效率和質(zhì)量。因此,為了有效地控制加工質(zhì)量,必須選擇合理有效的刀具。比如石墨本身就容易切削,所以對于一些表面精度要求較低,成本控制的產(chǎn)品,可以使用高鋼刀具。刀具的切削性能直接決定了刀具的加工質(zhì)量、加工效率和耐用度,因此必須合理選擇刀具材料。刀具的硬度和韌性是矛盾的。硬度越高,耐磨性越好,但韌性越低,質(zhì)地越脆。同時,石墨被石墨PO壓縮。
它只能從干切削開始。但是高速鋼的耐磨性很差,在加工過程中容易產(chǎn)生嚴(yán)重磨損。因此,對于精度和質(zhì)量要求高的石墨制品,不應(yīng)使用高速鋼刀具進(jìn)行加工,而應(yīng)使用涂層刀具或耐磨刀具。切割工具。例如硬質(zhì)合金涂層刀具、硬質(zhì)合金YG8刀具等。硬質(zhì)合金主要由TiC、TaC、WC等難熔金屬碳化物組成。鐵粉是用冶金方法提取的。與普通高速鋼相比,硬質(zhì)合金具有硬度高、耐磨性好的優(yōu)點(diǎn)。同時,與超硬材料相比,硬質(zhì)合金具有韌性好的優(yōu)點(diǎn)。硬質(zhì)合金鋼的流入非常廣泛,不僅提高了生產(chǎn)效率,也提高了石墨產(chǎn)品的質(zhì)量。因此,在選擇刀具時,必須做出最恰當(dāng)?shù)倪x擇。
第三,合理選擇刀具的幾何角度。
選擇合適的石墨刀具幾何角度,有助于減小刀具的振動,石墨工件不易塌陷。
石墨以負(fù)前角加工時,切削刃強(qiáng)度較好,耐沖擊性和耐摩擦性較好。隨著負(fù)前角絕對值的減小,側(cè)面磨損面積變化不大,但總體趨勢較小。有前角切削石墨時,切削刃強(qiáng)度隨前角的增大而降低。側(cè)面磨損增加。前角為負(fù)時,切削阻力大,切削振動增大。加工大前角時,刀具磨損嚴(yán)重,振動大。
如果后角增大,刀具刃口強(qiáng)度降低,側(cè)面磨損面積逐漸增大。當(dāng)?shù)毒吆蠼沁^大時,切削振動加強(qiáng)。
螺旋角較小時,同一切削刃上切削石墨工件的切削刃長度最長,切削阻力最大,切削沖擊力最大。所以刀具磨損、銑削力、切削振動是最大的。當(dāng)螺旋角較大時。當(dāng)銑削力方向偏離工作面時,石墨材料的崩解加劇了切削沖擊,刀具磨損、銑削力和切削振動也隨之增大。
因此,刀具角度變化對刀具磨損、銑削力和切削振動的影響是前角、后角和螺旋角的綜合作用。所以一定要注意選擇。
四、石墨加工工具涂層
涂層金剛石工具具有硬度高、耐磨性好、摩擦系數(shù)低的優(yōu)點(diǎn)。目前,金剛石涂層刀具是石墨加工的最佳選擇,更能體現(xiàn)金剛石磨具的優(yōu)異性能。涂層金剛石硬質(zhì)合金工具的優(yōu)點(diǎn)是它結(jié)合了天然金剛石的硬度和硬質(zhì)合金的強(qiáng)度和斷裂韌性。
第五,強(qiáng)化刀刃。
刀刃鈍化也是一個非常重要的問題。金剛石砂輪的硬質(zhì)合金刃口不同于小鋸片和鋸齒。在石墨切削中,對刀具性能和用量的穩(wěn)定性提出了更高的要求。特別是金剛石涂層工具,在涂裝前必須進(jìn)行鈍化處理,以保證涂層的牢固性和使用壽命。刀具鈍化的目的是解決切削刃缺陷,降低或消除切削刃值,達(dá)到光滑、鋒利、牢固、耐磨的目的。
石墨加工
六、刀具加工條件
選擇合適的加工條件對刀具壽命和加工質(zhì)量有很大影響。選擇正確的速度和進(jìn)給速度。一般來說,由于石墨材料易于切削,在加工過程中可選擇高速、快進(jìn)給、大刀具的切削參數(shù),可有效提高加工效率。但由于石墨容易出現(xiàn)塌角、掉渣和鋸齒形成,尤其是在邊緣等處。,在加工過程中應(yīng)適當(dāng)減少這些部位的鋸齒。速度和進(jìn)給速度不應(yīng)被切斷。
清理工件表面的石墨粉有助于減少刀具的二次磨損,延長刀具壽命,減少石墨粉對機(jī)床絲杠和導(dǎo)軌的影響。
有兩種切削方法:銑削和反向銑削。判斷銑削或逆銑與刀具旋轉(zhuǎn)方向一致,也是正銑,但逆銑。
因?yàn)榍邢髡駝幽ハ鞅饶驺姾茫詢?nèi)外輪廓的銑削要。因?yàn)榈毒叩暮穸葟淖畲鬁p小到零,所以有跳刀現(xiàn)象,哪里都切不到。相反,在逆銑開始時,切削厚度很小,一旦刀片遇到硬顆粒或切削顆粒,就會引起震顫或跳刀。同時一定要盡量避免吃很多刀,防止掉角或者脫落。
石墨加工
七。合理的切割方法
因?yàn)椴煌募庸で嫘枰煌牡毒哕壽E,所以我們需要根據(jù)不同的情況確定不同的刀具軌跡。
加工平面時,應(yīng)采取螺旋進(jìn)給或斜進(jìn)給,以免損傷零件或本體的斷面。應(yīng)避免在斜面上進(jìn)行石墨加工、噴漆和銑削,最好使用鉆銑床。因?yàn)槔骱豌娤魅菀自诋a(chǎn)品表面形成波浪狀的表面,尤其是工作時間過長,有很大幾率刀具會直接振動,形成波浪狀的外觀。
總之,為了避免零件的表面損傷,需要安排合理的路徑,避免在切斷的工件上形成工作面孤島。