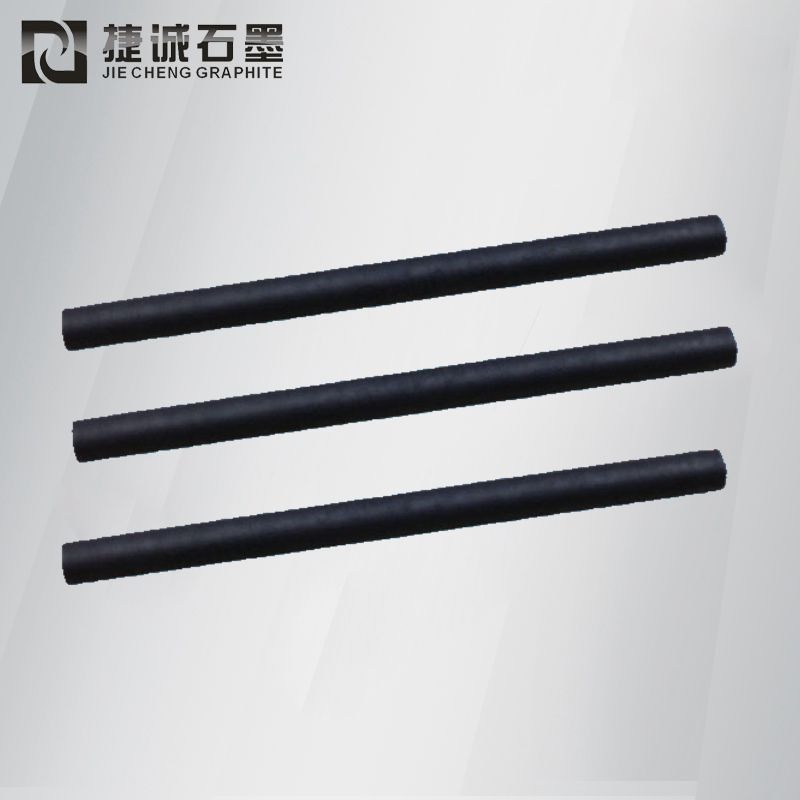
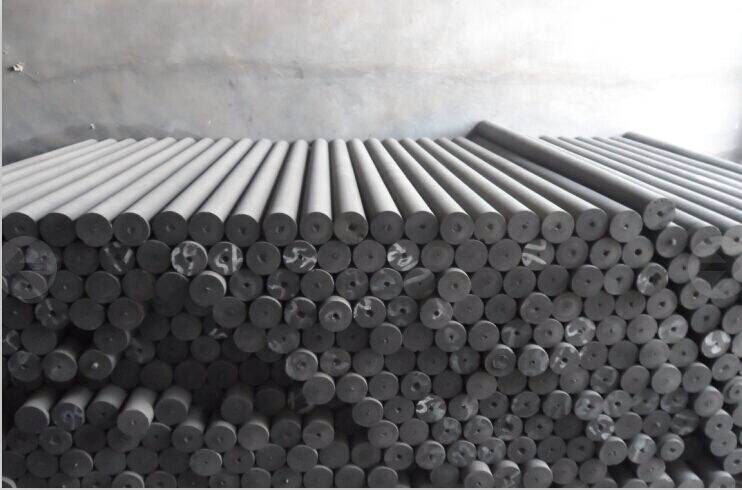
石墨棒產生裂紋的原因分析
石墨棒不許有長度在10毫米以上的橫裂紋或縱裂紋,而中等以上規格石墨棒產品不許有寬度大于1毫米及長度超過50毫米以上的裂紋。較小的裂紋在產品焙燒過程中多數可以愈合,但是較大的裂紋在焙燒過程中成為揮發物的排出通道,并使裂紋越來越大。生制品表面產生裂紋有以下方面的原因:
(1) 糊料的粘結劑用量過大或裝料溫度較高,糊料壓出后彈性回脹較大,應力消失比較慢,均可能導致裂紋。裝料溫度較高時煙氣排除不凈,煙氣夾在糊料中,也易產生石墨棒裂紋;
(2) 糊料的粘結劑用量過小或裝料溫度太低,糊料的塑性較差,糊料之間粘結力小, 因而不易壓實,也易于產生石墨棒裂紋;
(3) 擠壓嘴子及壓料室的溫度過高,緊靠擠壓嘴子及壓料室內壁的糊料受到過分的加熱,因此與壓料室中心部分的糊料溫度相差較大,受壓后這兩種料擠出速度不一樣,壓出后的石墨棒產品因表面與中心部分回脹系數不一致,這也容易產生裂紋。反過來說,擠壓嘴子和壓料室的加熱溫度較低,而中心部位糊料的溫度較高也會有一樣的后果;
(4)涼料時糊料涼得不均勻,有時甚至把己冷成硬塊的糊料也加入壓料室內;而壓料室的加熱不足以在短時間內使糊料溫度達到均勻,在這種情況下擠壓出來往往也是造成石墨棒表面裂紋的原因;
(5)石墨棒產品離開擠壓嘴子后應利用半圓形(對圓形截面產品)的或水平板(對方形截面產品)的接受臺托住。如果接受臺位置不當,石墨棒壓出后彎曲下垂過大也會造成產品的橫裂;
麻面是石墨棒產品表面上有連續不斷或較大面積的毛糙不平的傷痕。這種毛糙不平的傷痕在加工時必須去掉,因而可能造成產品直徑或截面尺寸不合標準。石墨棒生制品表面的麻面寬度不得超過圓石墨棒周長的四分之一,深度不許超過額定直徑的允許誤差。造成麻面的原因有:
(1) 擠壓嘴子溫度過低;
(2) 擠壓嘴子出口處內表面不光滑或嘴子口有硬料塊;
(3)托住產品的平臺不光滑或有硬物突起。
變形或彎曲石墨棒的變形和彎曲不允許超過規定尺寸的允許誤差,造成變形和彎曲的原因有:
(1) 糊料的粘結劑用量較大,擠壓嘴子溫度較高,壓出后未及時淋水或浸在水中冷卻;
(2) 石墨棒生制品未充分冷卻即堆垛或堆放在地面不平之處也易造成產品變形和彎曲。