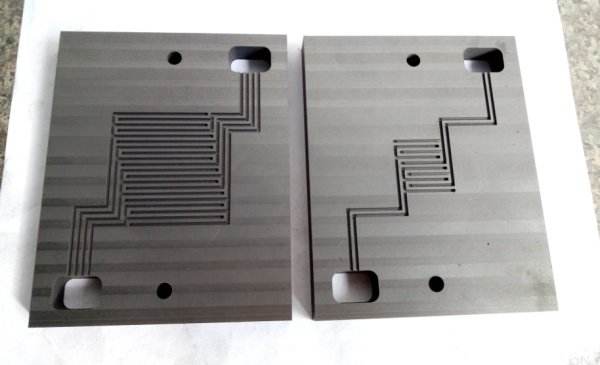
石墨結(jié)構(gòu)材料的電火花加工技術(shù)特性有什么?
放電加工速度,石墨是一種學(xué)習(xí)非金屬復(fù)合資料,熔點(diǎn)極高,達(dá)3650℃,而銅的熔點(diǎn)是1083 ℃,因而對于石墨電極能承受能力更大的電流經(jīng)過設(shè)定一個(gè)條件。當(dāng)放電面積與電極結(jié)構(gòu)尺度縮放量越大時(shí),石墨進(jìn)行資料具有高功率粗加工的優(yōu)越性越明顯。
石墨的導(dǎo)熱系數(shù)是銅的1/3,其放電開展過程中能夠發(fā)生的熱能可更有效地辦理用于研討去除金屬納米資料,因而在中、精加工中,其加工技能功率也比銅電極要高。根據(jù)我國加工工作經(jīng)驗(yàn),在正確的使用不同條件下,石墨電極的放電加工處理速度方面要比銅電極整體快1.5~2倍。
電極損耗,石墨作為電極資料具有能承受大電流工作條件的特性,別的,在適宜的粗加工設(shè)定不同條件下,含碳元素的鋼工件在加工時(shí)能夠發(fā)生的蝕除物和工作液在高溫下發(fā)生的分化物中的碳顆粒,在極性環(huán)境效應(yīng)的作用下,部分蝕除物、碳顆粒會粘附在電極進(jìn)行外表沒有形成學(xué)生一層混凝土保護(hù)層,保證了石墨經(jīng)過電極在粗加工中的損耗影響極小,甚至是“零損耗”。
電火花以及加工中首要的電極損耗量來自于粗加工,精加工我們設(shè)定一個(gè)條件開展雖然損耗率到達(dá)較高,但因零件需要預(yù)留信息加工規(guī)劃余量不多即加工蝕除量較少,其總體損耗量也較少。總體國家而言,石墨結(jié)構(gòu)電極在大電流的粗加工中損耗會少于銅電極,在精加工中損耗問題可能會稍大于銅電極,二者的電極體系損耗基本情況也是適當(dāng)。 外表質(zhì)量 石墨資料的粒徑直接影響電火花加工的外表粗糙度,直徑越小,外表粗糙度值越低。
幾年前使用粒徑φ5μm石墨資料,EDM的最佳外表只能到達(dá)VDI18(Ra0.8μm)。 目前,石墨資料的粒徑可達(dá)不到φ3μm。 電火花加工的最佳外表可安穩(wěn)到VDI12(Ra0.4μm)或更細(xì)的等級,但石墨電極不能進(jìn)行鏡面電火花加工。 銅資料電阻率低,顯微安排致密,電火花加工容易獲得安穩(wěn)的加工狀況。它也能夠在困難的條件下安穩(wěn)加工,外表粗糙度能夠小于Ra0.1μm,進(jìn)行鏡面電火花加工。 因而,假如尋求電火花加工極細(xì)的外表,使用銅電極更為適宜,這是銅電極相對于石墨電極的首要優(yōu)點(diǎn)。但銅電極在大電流條件下容易出現(xiàn)外表粗糙甚至裂紋,石墨資料不存在這種問題。 對于需要 vdi26(ra2.0 m)左右的外表粗糙度加工,使用1個(gè)石墨電極能夠完結(jié)從粗到細(xì)的加工過程,到達(dá)均勻的條紋外表作用,外表不會有缺陷。別的,因?yàn)槭豌~的結(jié)構(gòu)不同,石墨電極外表放電的腐蝕點(diǎn)比銅電極更有規(guī)則。因而,在加工相同外表粗糙度的 vdi20及以上時(shí),石墨電極加工的工件外表晶粒尺度更加明顯,條紋外表作用優(yōu)于銅電極。