石墨加工之電火花放電的誤區是什么?
2023年10月31日
次瀏覽
石墨加工
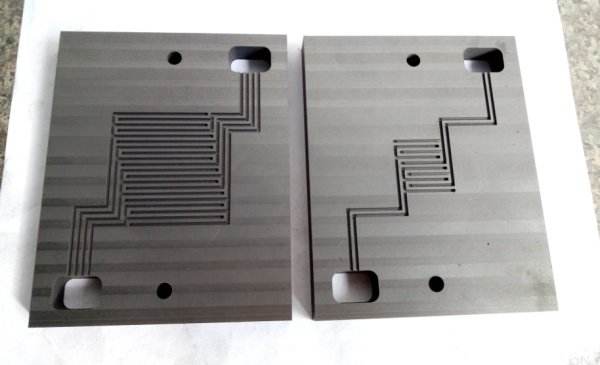
1.加工余量的影響
在測試石墨電極加工效率的時候,往往會用兩個已經數控加工中心加工掉大部份余量的模胚,拿兩個不同品牌資料的電極別離放電加工,以加工時間長短來評判哪種電極加工的比較快,其實這里也有很多不確認要素會影響的正確判別,首先,或許會忽視模胚的加工精度,即放電加工的余量,作為模胚加工,加工精度不會很高,即使是同一臺機床加工,也有或許對刀精度的不同或者刀具的磨損形成模胚與模胚間存在必定的加工差錯,往好的說,或許有2-3絲的差錯,往差處考慮或許出現4-5絲的差錯。就算往好處著想,加工面積稍大一點的模具,要放電加工去掉2-3絲的差值,或許也要花費不少的時間,所以也不具可比性,不能據此得出正確認論。
2.放電加工中參數是動態運轉的
尤其是進口設備,看似放電參數沒什么改變,實際上有些參數設定的是一系列的邏輯關系,高級的加工設備對發出的每一個脈沖波形會進行檢測,如有異常會主動修正有關相應參數,因此,一臺好的加工設備,它在工作時,其加工狀況(加工參數是動態的,而不是靜態的,依據加工狀況而變。
3.電加工狀況不能確認
電火花的加工狀況是瞬息萬變的,即使是完全相同的加工內容,也不或許確保完全相同的加工狀況,比如說沖油方向,沖油量,浸油加工時加工液的流速等這些不確認的因數都會導致加工進程的改變。
別的,Z軸運動的周期動作也將影響到對加工效率的計算,比如說主軸跳動高度高一些,運動速度慢一些等,在加工理想狀況下會拉長整個加工時間,在加工不穩定的狀況下,當然需要調理主軸的運動狀況,這也會影響對加工效率的正確判別。
石墨烯電池技術解答掃一掃

聯系電話:13922516726








金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征