如何避免石墨加工邊緣崩缺?
2023年09月13日
次瀏覽
石墨加工
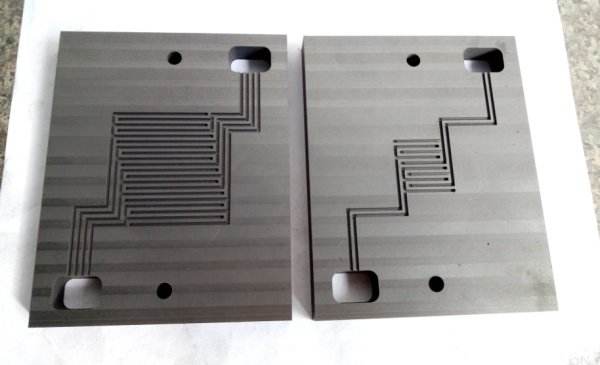
與銅電極相比,石墨加工電極時(shí)切削阻力小,熱脹冷縮系數(shù)小,因此,總體而言較容易石墨加工薄壁結(jié)構(gòu)。但是,加工石墨電極也有其特有的困難和問題,其間最常見的是邊緣崩缺。資深工程師根據(jù)經(jīng)驗(yàn)總結(jié)了以下一系列指導(dǎo)原則,以最大程度防止石墨加工過程中的崩缺現(xiàn)象。
1) 在石墨加工出口端預(yù)先銑進(jìn)一小段,可防止切削到出口時(shí)工件邊緣崩缺;
2) 采取順銑,即,刃口切削方向與進(jìn)給方向相反;
3) 切深不能超過銑刀直徑的1/3;
4) 吸塵器風(fēng)速設(shè)置:加工區(qū)域>150米/分鐘;粉塵排出口>600米/分鐘;
5) 及時(shí)更換現(xiàn)已失效的刀具;
6) 提高刀具線速度,降低進(jìn)給率;
7) 盡量使用高質(zhì)量細(xì)微粒石墨材料。
特別重要的建議是,CVD純金剛石涂層全體銑刀摩擦系數(shù)小,全體磨制而確保精確的幾何尺寸,是防止石墨件邊緣崩缺和加工石墨薄壁件的抱負(fù)刀具。
石墨烯電池技術(shù)解答掃一掃

聯(lián)系電話:13922516726








金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征