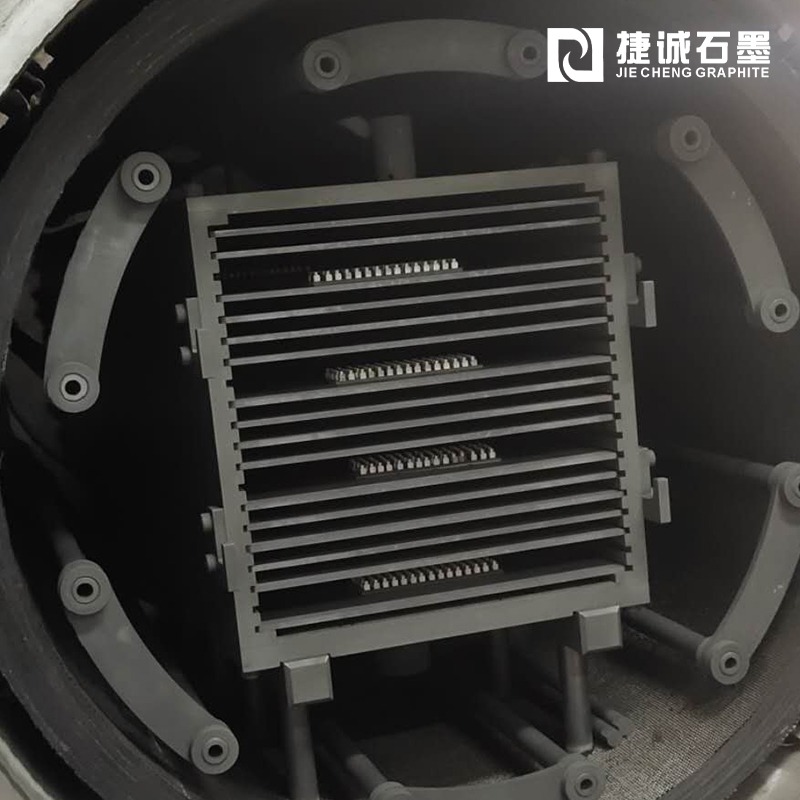
銅鋁箔軟連接石墨電極是如何成型的?
銅鋁軟連接石墨電極的成型方法:
質料: 用于炭素出產的質料有哪些?
在炭素出產中,通常選用的質料可分為固體炭質質料和粘結劑及浸漬劑兩類。固體炭質質料包含石油焦、瀝青焦、冶金焦、無煙煤、天然石墨和石墨碎等;粘結劑和浸漬劑包含煤瀝青、煤焦油、蔥油和合成樹脂等.此外出產中還使用一些輔助物料,如石英砂、冶金焦粒和焦粉。出產一些特種炭和石墨制品(如炭纖維、活性炭、熱解炭和熱解石墨、玻璃炭)則選用其他一些特殊質料。
煅燒: 什么叫煅燒 ? 哪些質料需求煅燒 ?
碳質質料在隔絕空氣的條件下進行高溫(1200一1500C)熱處理的進程稱為煅燒,煅燒是炭素出產的第一道熱處理工序,煅燒使各種炭質質料的結構和物理化學性質產生一系列變化.
無煙煤和石油焦都含有必定數量的蒸發份,需求進行煅燒。瀝青焦和治金焦的成焦溫度比較高(1000°C以上),相當于炭素廠內煅燒爐的溫度,能夠不再煅燒,只需烘干水分即可。但假如瀝青焦和石油焦在燒前混合使用,則應與石油焦一起送入燒爐嫩燒。天然石墨和炭黑則不需求進行凝燒。
壓型:揉捏成型原理是怎樣的?
揉捏進程的實質是在壓力下使糊料通過必定形狀的模嘴后,遭到壓實和塑性變形而成為具有必定形狀和尺度的毛胚。揉捏成型進程主要是糊料的塑性變形進程。
糊料揉捏進程是在料室(或稱糊)和圓弧式型嘴內進行的。裝入料室內的熱糊料在后部主柱塞的推進下。迫使糊料內的氣體不斷掃除,糊料不斷密實,同時糊料向前運動.當糊料在料室的圓簡部分運動時,糊料可看作穩定流動,各顆粒料層基本上是平行移動的.當糊料進入到具有圓弧變形的揉捏嘴子部位時,緊貼嘴壁的糊料行進中遭到較大的摩擦阻力,料層開端曲折,糊料內部產生不相同的推進速度,內層糊料推進超前,導致制品沿徑向密度不均勻,因而在揉捏塊內產生表里層流速不同而引起的內應力。最終糊料進入直線變形部分而被擠出。
焙燒 : 什么是焙燒? 焙燒的意圖是什么 ?
焙燒是壓型后的生制品在加熱爐內的保護介質中,在隔絕空氣的條件下,按必定的升溫速度進行加熱的熱處理進程
焙燒的意圖在于
(1)掃除蒸發分 使用煤瀝青作粘結劑的制品,經焙燒后一般排出約 10%的蒸發分因而焙燒制品率一般在90%以下
(2)粘結劑焦化 生制品按必定的工藝條件進行焙燒,使粘結劑焦化,在骨料顆粒間構成焦炭網絡,把所有不同粒度的骨料牢固地連接在一起,使制品具有必定的理化功能。在相同條件下,焦化率越高,其質量越好。一般中溫瀝青的結焦殘炭率為50%左右。
(3)固定幾何形式生制品在焙燒進程中,產生軟化,粘結劑遷移現象。隨著溫度的升高,構成焦化網,使制品僵化.因而,溫度再升高,其形狀也不改動。
(4)下降電阻率在焙燒進程中,因為蒸發分的掃除,瀝青焦化構成焦炭網格,瀝青產生分解和聚合反應,生成大的六角炭環平面網等原因,電阻率大幅度下降。生制品電阻率大約10000x10-6Qm,經過焙燒后降至40--50x10-6Qm,稱為良導體
(5)體積進一步縮短 焙燒后制品直徑縮短1%左右,長度縮短2%左右,體積縮短為23%。
浸漬:為什么要對炭素制品進行浸漬?
經壓成型后的生制品孔度很低。但是生制品在焙燒后,因為煤瀝青在焙燒進程中一部分分解成氣體逸出,另一部分焦化為瀝青焦。生成瀝青焦的體積遠遠小于煤瀝青原來占有的體積,雖然在焙燒進程中稍有縮短,但仍在產品內部構成許多不規則的而且孔徑大小不等的微小氣孔如石墨化制品的總孔度一般達 25-32%炭索制品的總孔度一般為 16-25%因為很多氣孔的存在必定會對產品的理化功能產生必定的影響.一般說來,石墨化制品的孔度增加,其體積密度下降,電阻率上升,機械強度削減在必定的溫度下的氧化速度加速,耐腐蝕也變壞,氣體和液體更簡單浸透
浸漬是一種削減產品孔度,提高密度,增加抗壓強度,下降制品電阻率,改動產品的理化功能的工藝進程。
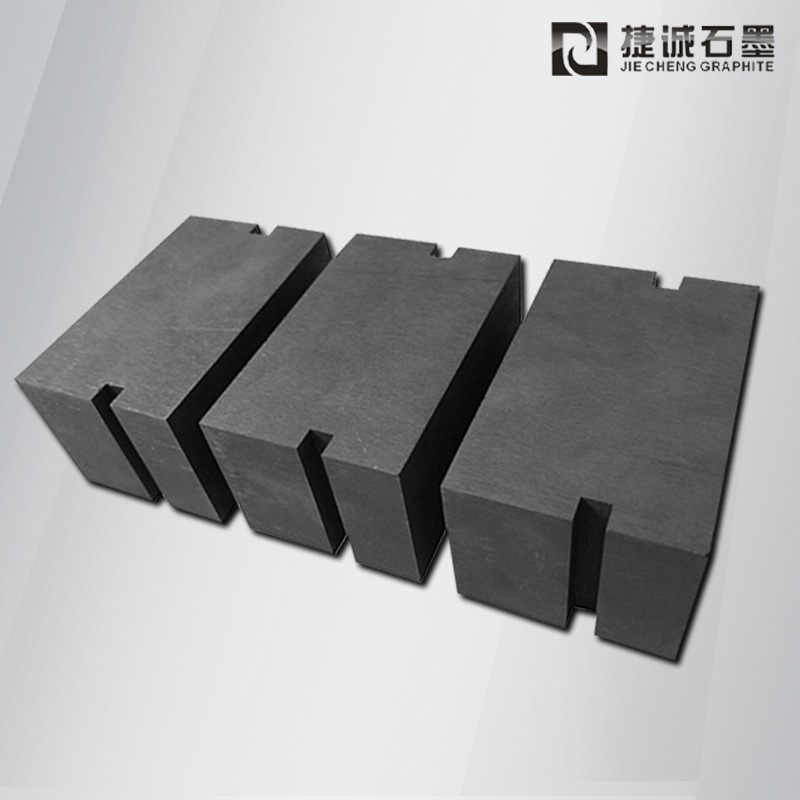
東莞市捷誠石墨制品主營:
高精密石墨模具,真空爐石墨件,石墨軸承,石墨轉子,石墨熱場,碳碳制品等各類石墨制品加工。
優質石墨制品,可定制各種尺寸。歡迎新老客戶來圖定制。
定制熱線:13612659588譚先生(微信同號)
歡迎致電!!!!!


最新文章推薦