石墨電極在模具制造電火花加工中的應用有什么?
1.石墨電極的制造
模具制造中的石墨電極首要用銑削加工的方法制造完結(jié)。從加工工藝的角度看,石墨與銅是2種不同的資料,應該掌握它們不同的切削特性。假如運用加工銅電極的工藝來加工石墨電極,必然會出現(xiàn)問題,如薄片常常發(fā)生斷裂,這就要求選用合適的切削刀具與切削參數(shù)。
加工石墨電極比銅電極的刀具磨損要大,就經(jīng)濟性考慮,選用硬質(zhì)合金刀具是最經(jīng)濟的,挑選金剛石涂層刀具(稱石墨刀)價格較昂貴,但金剛石涂層刀具運用壽命長,加工精度高,全體經(jīng)濟效益不錯。刀具的前角巨細也影響其運用壽命,前角0°的刀具會比前角15°的刀具高出多達50%的運用壽命,切削的安穩(wěn)性也較好,可是斜角越大,加工外表越好,運用15°斜角的刀具能到達最佳的加工外表。加工時的走刀速度可按電極的形狀來調(diào)整,一般為10m/min,與加工鋁或塑料類似,粗加工時刀具可直接在工件上下刀,精加工易發(fā)生崩角、碎裂的現(xiàn)象,常選用輕刀快走的方法。
石墨電極在切削加工中會發(fā)生大量的粉塵,為防止石墨顆粒吸入機床主軸和絲杠,目前解決方案首要有2種,一種是運用專門的石墨加工機,另一種是將一般的加工中心改裝,裝備專門的吸塵設備。市場上專門的石墨高速銑削機床銑削功率高,可輕松完結(jié)雜亂電極的制造,電極精度高,外表質(zhì)量佳。
假如需求運用電火花線切開來制造石墨電極,引薦運用顆粒直徑更小的細石墨資料。石墨資料的電火花線切開加工性能較差,其顆粒直徑越小時可取得相對較高的切開功率,防止出現(xiàn)頻繁斷絲、外表條紋等異常問題。
2.石墨電極的電火花加工參數(shù)
石墨與銅資料的電火花加工參數(shù)選用有較大差異。電火花加工參數(shù)首要包括電流、脈沖寬度、脈沖空隙、極性。以下介紹合理運用這些首要參數(shù)的依據(jù)。
石墨電極的電流密度一般為10~12 A/cm2,比銅電極要大得多,因此在對應面積允許的電流巨細范圍內(nèi),電流選用越大,則石墨放電加工速度越快,電極損耗越小,但外表粗糙度會變粗。
脈沖寬度選用越大,電極損耗會下降。但較大的脈沖寬度會使加工安穩(wěn)性變差,一起使加工速度變慢,外表變粗糙。粗加工時為保證電極低損耗,一般運用較大的脈沖寬度,其取值在100~300 us時可有效實現(xiàn)石墨電極的低損耗加工。精加工時,為取得精密外表與安穩(wěn)的放電作用,宜選用較小的脈沖寬度。一般石墨電極比銅電極加工時選取的脈沖寬度要減少約40%
脈沖空隙首要影響放電加工速度和加工安穩(wěn)性,其值越大加工安穩(wěn)性越好,對取得較好的外表均勻性有幫助,但加工速度會下降。在保證加工安穩(wěn)的情況下,選用較小的脈沖空隙可取得較高的加工功率,但放電狀況不安穩(wěn)時,脈沖空隙選取較大些可取得更高的加工功率。石墨電極放電加工中一般將脈沖空隙與脈寬寬度按1:1來設定,而一般銅電極加工中脈沖空隙與脈寬寬度按1:3來設定。在石墨加工安穩(wěn)的情況下,可以將脈沖空隙與脈寬寬度的調(diào)配比例調(diào)整到2:3。脈沖空隙較小的情況下,有利于在電極外表構(gòu)成覆蓋層,對下降電極損耗有必定的幫助。
石墨電極電火花加工中極性的選用與銅電極根本相同。根據(jù)電火花加工的極性效應,在加工模具鋼時一般選用正極性加工,也便是電極接電源的正極,工件接電源的負極。運用較大電流和脈沖寬度,挑選正極性加工可以取得極低的電極損耗作用,假如將極性選錯將會導致電極損耗變得非常大。只要在外表要求小于VDI18(Ra0.8μm)的精密加工,選用極小的脈沖寬度,才選用負極性加工以取得較好的外表質(zhì)量,但電極損耗較大。
現(xiàn)在的數(shù)控電火花加工機床都配有石墨放電加工參數(shù)。電參數(shù)的運用是智能化的,可以經(jīng)過機床的專家系統(tǒng)來主動生成。一般是在編程時挑選資料對、運用類型、外表粗糙度值,輸入加工面積、加工深度、電極尺度縮放量等,機床就能裝備出優(yōu)化的加工參數(shù)。機床針對石墨電極的放電加工設有豐厚的加工參數(shù)庫,資料類型里可挑選粗石墨、中石墨、細石墨對應多種工件資料,將運用類型細分為規(guī)范、深槽、尖點、大面積、大型腔、微細等,還供給了低損耗、規(guī)范、高功率等多種加工優(yōu)先權(quán)挑選。
3.石墨電極加工運用案例
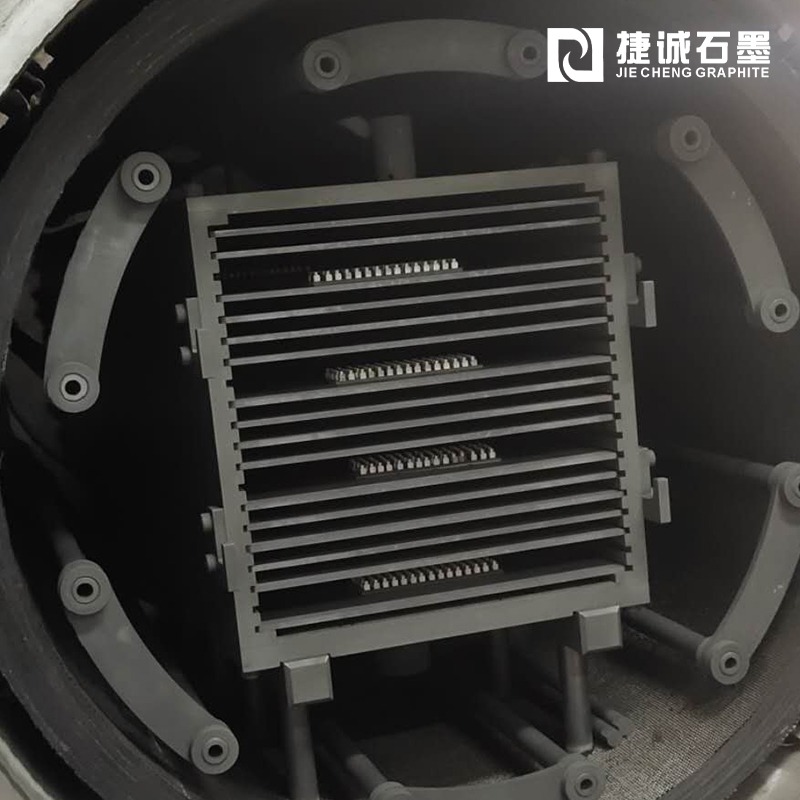
下圖所示手機模具零件的資料S136鋼料,加工形狀包含形狀雜亂的加強筋。運用石墨電極,精加工電極運用TTK-4石墨,電極數(shù)量2個,粗加工電極尺度縮放量單邊0.08 mm,精加工電極尺度縮放量單邊0.08 mm。粗加工時刻3H,精加工時刻53 min,外表粗糙度VDI18(Ra 0.8μm)。加工闡明:運用石墨的特性將不同形狀,將不同高低的眾多薄加強筋組合在一個電極上進行放電加工,可減少電極原資料、夾具的投入本錢,下降電極的裝夾次數(shù)和定位工作量,放電時刻比運用銅電極加工縮短40%。


最新文章推薦