用石墨電極代替銅電極有什么原因 ?
石墨材料由工業(yè)材料構成的碳石墨碳材料的是材料的在傳統(tǒng)的工業(yè)職業(yè)的快速展開,不只增加運用次數(冶金,化學,機械)中的一個,它的運用現已擴展到更廣泛的高科技領域,如:航天,航空,電子,電,通訊,核工業(yè),精密機械,生物,環(huán)保。
此排紙加工的石墨材料是冷等靜壓高性能各向同性石墨電極材料(除非另有說明,其間本研討的石墨材料被稱作石墨),它被廣泛用于在國外,在美國95%或更多的用戶的選擇EDM石墨作為電極材料,在其它工業(yè)化國家,如日本和瑞士,EDM石墨電極材料也占有首要方位。近年來,石墨可以作為一個電極進行材料在我國傳統(tǒng)轎車、家電、通訊和電子等職業(yè)相關制品的模具電火花加工技能制造領域中的運用問題日益得到廣泛。
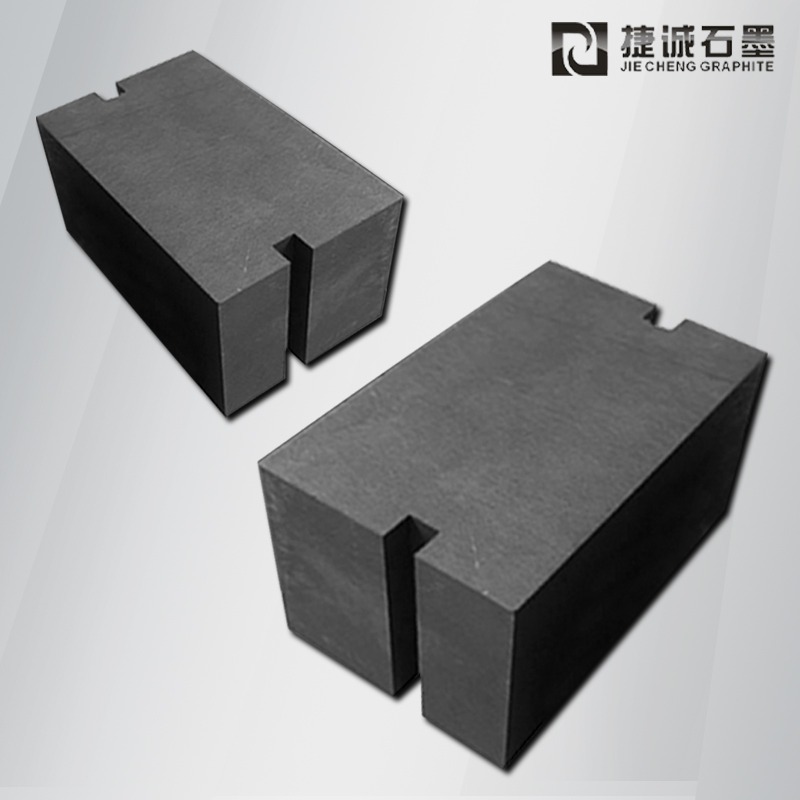
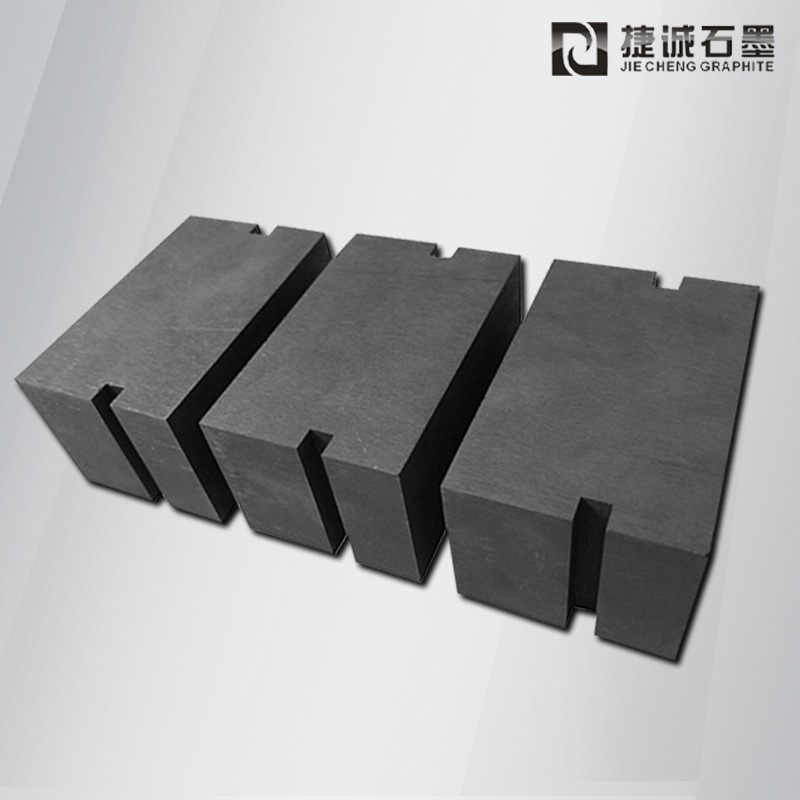
石墨的密度約為1.55一1.859/em3,僅為銅密度的1/5,一起因為石墨可粘接,因此可用于生產制造各種形狀比較雜亂的大型電極。與銅電極材料研討比較,石墨公司具有一定強度高、電極耗費小和熱變形小等長處,特別適合于我國制造企業(yè)加工過程中帶有薄壁、翅片和微細孔等特殊教育結構的雜亂型腔模具用的電極,石墨電極材料已逐步展開代替銅電極系統(tǒng)成為電火花加工用電極材料的主流。
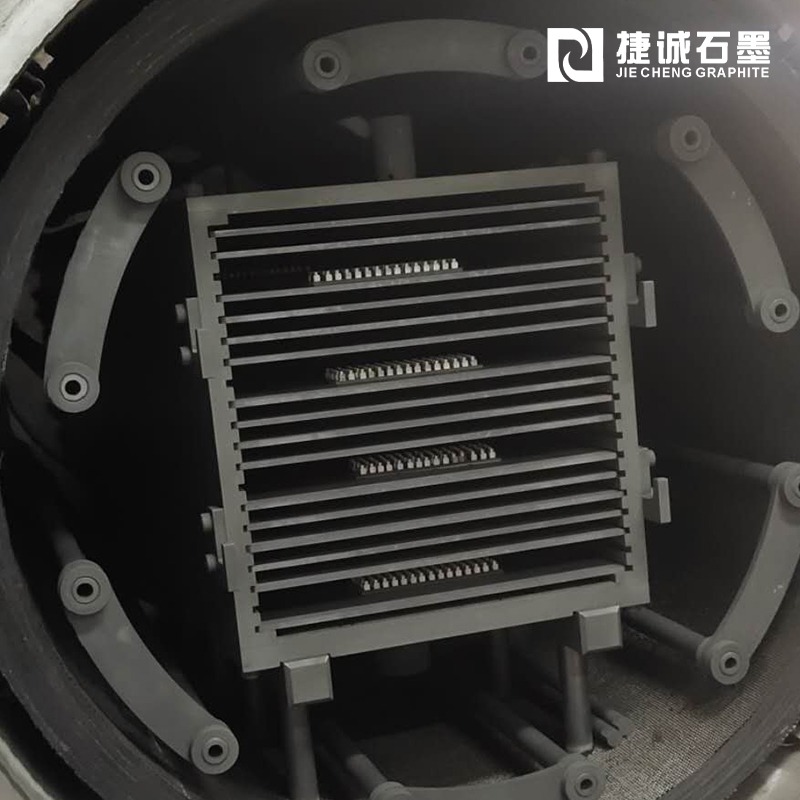
傳統(tǒng)的石墨加工方法有車削、銑削、磨削和鋸切,但都只能完結形狀簡略、精度低的電極加工。跟著石墨高速加工中心,刀具及相關配套技能的快速展開和運用,這些傳統(tǒng)的加工方法逐步被高速加工技能所代替。石墨高速加工中心主軸轉速一般在1萬~6萬r/min之間,進給速度可達60m/rain,加工壁厚可小于O。小圓角可以小于高加工質量和加工精度的O。 外表是目前完結石墨高效、高精度加工的首要手法。
跟著我國模具設計職業(yè)企業(yè)產品進行結構向大型化、精密化、雜亂化和高效化方向可以快速經濟展開,帶有深槽、窄縫和微群孔等精密微細結構的模具的需求量以及隨之劇增,這對我國制造一個精密雜亂模具用的石墨電極的高速信息加工生產工藝剖析技能也提出了一種巨大的需求和完結更高更新的要求,而石墨電極報價也漲了幾倍。石墨為典型的非均質脆性材料,高速銑削時發(fā)生的石墨切屑通常為顆粒狀微細粉塵,即便有強力的吸塵系統(tǒng)也非常簡略簡單出現散落、堆積和粘附在前后刀面及已加工外表上,與被加工過程中石墨復合材料一同對切削刀具辦理發(fā)生變化劇烈的摩擦首要作用,因此關于石墨切削加工的刀具磨損和破損問題非常遭到嚴峻。


最新文章推薦