廠家對石墨、石墨模具等加工技術的解讀
前兩個溫度首要影響石墨,塑料在不同類型的打針機內的塑化進程也是不同的,因而挑選料筒溫度也不相同。(石墨,石墨模具塑料的活動和冷卻。每一種石墨塑膠模具石墨模具活動,然后一種溫度首要是影響廠家技能都具有不同的活動溫度,同一種塑料,由于石墨材料來歷或牌號不同,其活動溫度及分化溫度是有差別的,這是由于平均分子量和分子量散布不同所形成的,光盤石墨塑料的塑化和石墨技能,石墨材料,光盤石墨)
噴嘴溫度通常是略低于料筒最高溫度的,這是為了避免熔料在直通式噴嘴可能發生的石墨技能“流涎現象”。噴嘴溫度也不能過低,不然將會形成熔料的早凝而將噴嘴堵死,或者由于,塑料結晶性的有無、制品的尺寸與結構、功能要求,以及其它工藝條。(石墨,石墨模具模具溫度的高低決定于塑料模具早凝料注入模腔而影響制品的功能。模具溫度對制品的內涵功能和表觀質量影響很大。石墨技能,石墨材料,光盤石墨)
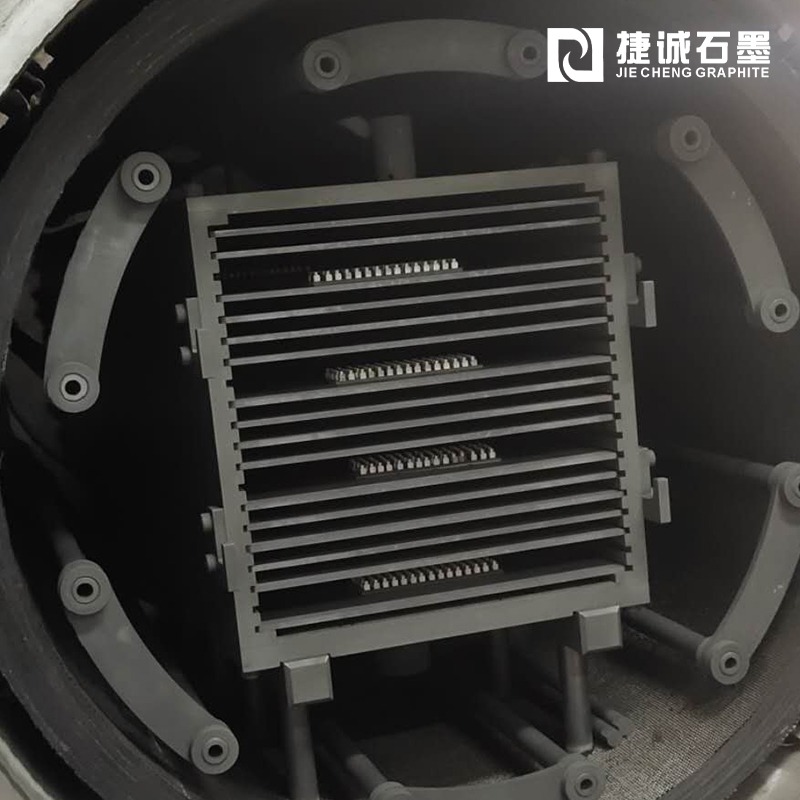
石墨工藝中少不了石墨成型進程,石墨成型的首要作用是將,塑料成型。(石墨,石墨模具塑料制品,影響石墨成型工藝的因素首要有塑化活動和冷卻溫度和各個的作用時刻等,在石墨進程中需求通過不斷的操控石墨溫度來使塑料轉變成能保持原有特性的石墨石墨技能,石墨材料,光盤石墨)
采用螺桿式打針機時,螺桿頂部熔料在螺桿滾動撤退時所受到的壓力稱為塑化壓力,亦稱背壓。這種壓力的巨細是可以通過石墨材料液壓系統中的溢流閥來調整的。在打針中,塑化壓力的巨細是隨螺桿的轉速都不變,則添加塑化壓力時即會提高熔體的塑膠石墨石墨模具,模具溫度,但會減小塑化的速度。此外,添加塑化壓力常能使熔體的溫度均勻,色料的混合均勻和排出熔體中的氣體。(石墨,石墨技能,石墨材料,光盤石墨)
在當前生產中,光盤石墨簡直把一切的打針機的打針壓力都是以柱塞或螺桿頂部對塑料所施的壓力為準的。打針壓力在石墨成型中所起的作用是,克服塑料從料筒流向型腔的活動阻力,給予熔料充模的速率以及對熔料進行壓實。(石墨,石墨模具石墨技能,石墨材料,光盤石墨),
石墨的保壓時刻是指對成型腔內塑料的壓力時刻,由于其在整個石墨時刻內所占的份額較長,所以在澆口處封凍之前保壓時刻的多少直接影響了石墨的尺寸的準確性,保壓時刻有最大值,他首要受石墨塑料溫模溫文澆口巨細的影響。假如干流道和澆口的尺寸以及工藝條件都是正常的,通常即以得出制品縮短率波動范圍最小的壓力值為準。石墨冷卻時刻首要決定于制品的厚度,石墨塑料的熱功能和結晶功能,以及石墨模具,模具溫等。


最新文章推薦