石墨制品的混捏工藝技術(shù)怎么樣?
在此溫度下,瀝青具有良好的潤濕效果,因為其溫度高、粘度低、流動性好、潤濕效果好且能滲透到顆粒空隙中。瀝青路面溫度不夠,瀝青粘度高,攪拌時要攪拌。由于刀具的旋轉(zhuǎn)載荷大,使罐內(nèi)的粉料和瀝青難以均勻混合,糊料密度差,糊料可塑性差。用這種糊壓制的坯體體積密度小,焙燒后氣孔率大,不允許在低回火下混合。學(xué)習(xí)。溫度過高,瀝青加熱開始變化,有些變輕。質(zhì)量分數(shù)逐漸分解揮發(fā),促進瀝青中烴類的氧化,使糊料塑性變差,影響成型速度。
石墨制品捏合工藝:捏合溫度和捏合時間。
捏合時間的長短主要取決于捏合機的結(jié)構(gòu)和性能、混合物中各組分的比例、各組分的密度比、混合物的密度、裝載量、粒度組成等因素。捏合系統(tǒng)的配方是在捏合均勻、產(chǎn)品性能穩(wěn)定的前提下進行的。如果攪拌時間過長,會降低膏體的可塑性,難以成型。這是由于粘結(jié)劑中輕組分的揮發(fā),一些有機物的氧化,粘結(jié)劑軟化點的逐漸提高,糊料的硬化和捏合過程。糊狀物在捏合機中停留的時間越長,溫度越高,粘合劑的氧化程度越深。如果捏合時間太短,糊狀物將達不到最佳塑性狀態(tài)。當漿料沒有達到最佳塑性狀態(tài)時,攪拌器的負荷較大且不均勻,從攪拌器的電流表可以看出指針的擺動幅度較大。當攪拌器負荷減小,振鏡指針的擺動幅度減小時,漿料的塑性趨于穩(wěn)定和優(yōu)化。
在石墨制品捏合過程中,攪拌是指將干粉與各種顆粒狀粘合劑混合,通過一定的操作,達到均勻、致密、可塑的漿料的過程。
攪拌的目的是使不同粒徑的骨料均勻分布,用較小的顆粒填充顆粒間的空隙,提高漿液的密度;粘合劑均勻地包裹在干燥顆粒的表面上,并部分滲入顆粒的孔隙中,使得所有顆粒通過粘合劑的粘合力相互作用。干料和粘結(jié)劑分布均勻,結(jié)構(gòu)均勻,漿料可塑性好,便于成型。用于滿足上述技術(shù)要求的機器稱為捏合機。
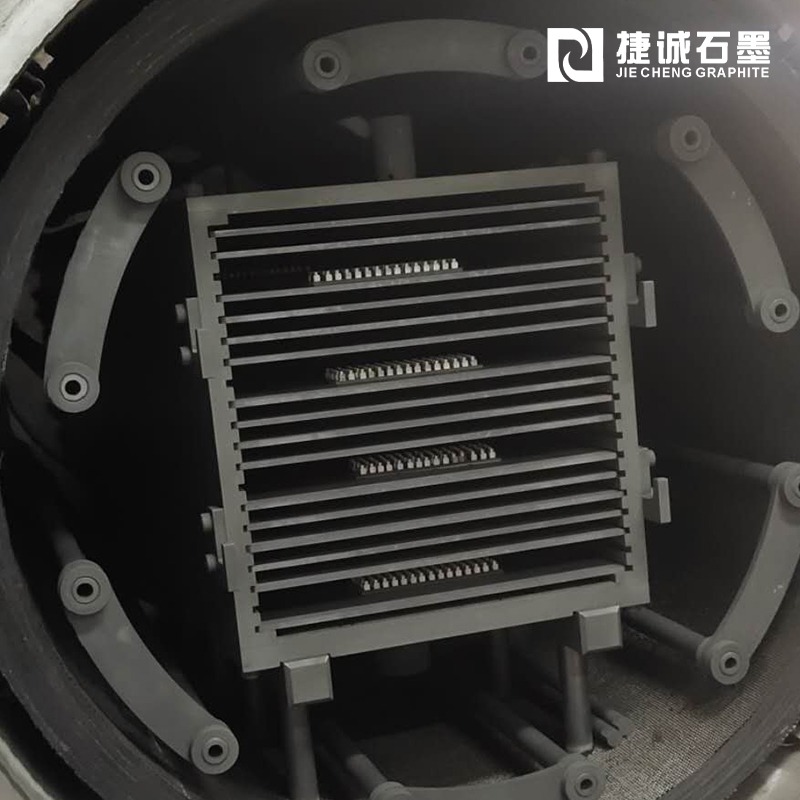
捏合機由一對葉片(通常為Z形)組成,它們相互旋轉(zhuǎn)產(chǎn)生強烈的剪切作用,使半干或橡膠狀的粘性塑料物料迅速反應(yīng),得到均勻的混合和攪拌。捏合機的加熱方式有夾套加熱、蒸汽加熱和循環(huán)導(dǎo)熱油加熱。冷卻方式為水冷,采用液壓缸翻轉(zhuǎn)加蓋。卸料方式有液壓卸料、氣缸卸料、球閥卸料、螺桿擠壓等。
石墨制品混捏工藝主要用于制作電極糊、陽極糊、石墨化電極等碳糊。石油焦、無煙煤、冶金焦是主要原料,煤焦油瀝青是粘結(jié)劑。有的用作各種連續(xù)自焙電爐導(dǎo)電電極的電極糊,有的用作連續(xù)自焙鋁罐導(dǎo)電陽極的陽極糊,有的用作高爐砌筑的填充料,有的用作耐火材料的厚縫糊。水泥漿捏合過程中的兩個關(guān)鍵因素:捏合溫度和捏合時間。
捏合過程中的最佳溫度取決于粘合劑的軟化點。一般來說,最終捏合溫度應(yīng)比粘合劑的軟化點高50-80℃。


最新文章推薦