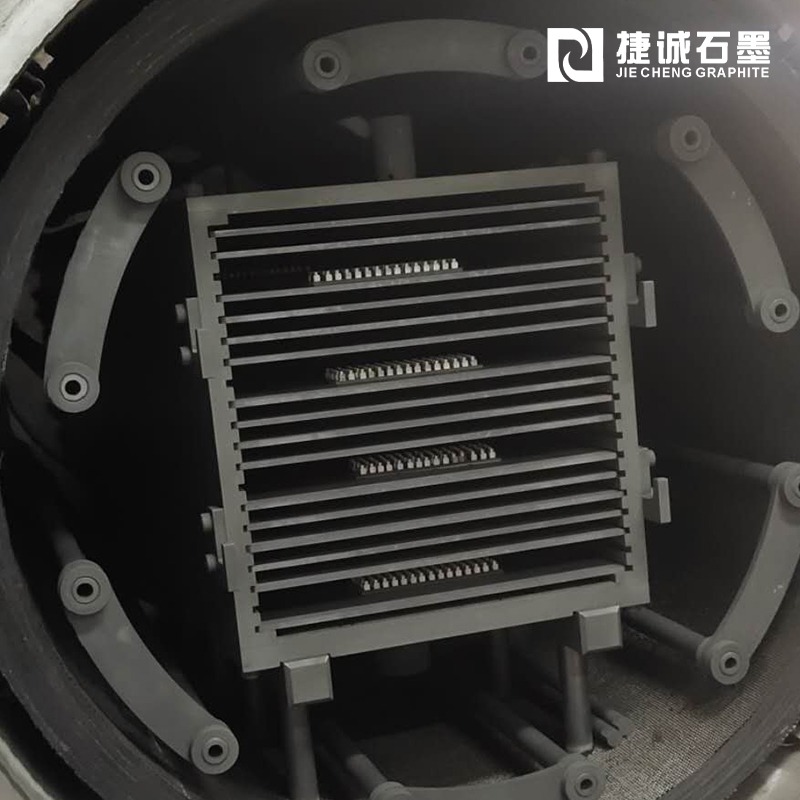
真空爐石墨配件加工時有哪些問題?
如何解決真空爐石墨制品數(shù)控加工中的過切、中間切、對刀、機(jī)床碰撞等問題?
一、真空爐石墨配件石墨制品工件氣刨:
原因:
1、揮刀時,刀具力量不要太長或太小,造成刀具揮刀。
2.操作員操作不當(dāng)。
3.切割余量不均勻。(例如,為曲面的側(cè)面留出0.5,為底面留出0.15)
4.切割參數(shù)不正確(例如公差過大、SF設(shè)置過快等。).
那么如何改善:
1、用刀原則:可大可小,可短可短。
2.增加倒角工序,留余量盡量均勻(側(cè)面和底面的余量一致)。
3、合理調(diào)整切削參數(shù),余量大的拐角倒圓。
4.使用機(jī)床的SF功能,操作者可以微調(diào)速度以達(dá)到最佳切割效果。
二、碰撞-算子:
原因:
1.深度Z軸對齊錯誤。
2.碰撞數(shù)和操作數(shù)有錯誤(如無進(jìn)給半徑的單邊取指等。).3.使用錯誤的刀(例如,D4刀是用D10刀加工的)。
4.程序錯誤(如A7。NC轉(zhuǎn)A9。NC)。
5、手動操作時手輪晃動方向不對。
6.手動快速進(jìn)給時按錯方向(例如,-X按+X)。
改進(jìn):
1.注意刀具在深度Z軸上的對準(zhǔn)位置。(底面、頂面、分析面等。
2、點(diǎn)數(shù)在摸數(shù)和操作數(shù)完成后反復(fù)檢查。
3.夾緊工具時,安裝前反復(fù)檢查程序表和程序。
4、程序要一個一個按順序進(jìn)行。
5、使用手動操作時,操作者應(yīng)加強(qiáng)機(jī)床操作的熟練程度。
6.手動快速移動時,Z軸可以上升到工件上方移動。
三、石墨制品表面精度:
原因:
1.切削參數(shù)不合理,工件曲面粗糙。
2.這把刀的刀刃不鋒利。
3、刀具裝夾過長,刀片過長,避免空太。
4、排屑、吹風(fēng)、油沖洗不好。
5、編程進(jìn)給方式,(可以嘗試考慮順銑)。
6.工件有毛刺。
改進(jìn):
1、切削參數(shù)、公差、余量、速度進(jìn)給設(shè)置應(yīng)合理。
2.該工具要求操作者不定期檢查和更換。
3.夾緊刀具時,要求操作者盡量夾短,刀片不能過長。
4、對于平刀、R刀、圓頭刀切削,進(jìn)給速度設(shè)定應(yīng)合理。
5、工件有毛刺:根據(jù)我們的機(jī)床,刀具,切削方式有直接關(guān)系。
所以我們需要了解機(jī)床的性能,修復(fù)毛刺邊緣。
四、分離問題:
原因:
1、操作員手動操作不準(zhǔn)確。
2.模具周圍有毛刺。
3.中心桿是磁性的。
4.模具的四個側(cè)面不是垂直的。
改進(jìn):
1、手動操作要反復(fù)仔細(xì)檢查,盡量在同一點(diǎn)同一高度。
2.用油石或銼刀將模具周邊去毛刺,用抹布擦干凈,最后用手確認(rèn)。
3.在分割模具之前,對中心桿進(jìn)行消磁(可以使用陶瓷中心桿或其他材料)。
4.通過查表檢查模具四邊是否垂直(垂直度誤差需要和鉗工復(fù)核。
五、刀的問題:
原因:
1、操作員手動操作不準(zhǔn)確。
2、刀具夾緊不對。
3.飛刀上的刀片不對(飛刀本身有一定誤差)。
4.R刀和平刀飛刀有誤差。
改進(jìn):
1.手動操作要反復(fù)仔細(xì)檢查,刀盡量在同一點(diǎn)。
2.工具夾緊后,用氣槍吹干凈或用抹布擦拭。
3.當(dāng)飛刀上的刀片用于測量刀桿和光滑底部時,可以使用刀片。
4.單獨(dú)的對刀程序可以避免R刀平刀和飛刀之間的誤差。
六、碰撞編程:
原因:
1.安全高度不夠或未設(shè)置(G00快速進(jìn)給時刀具或卡盤碰到工件)。
2.程序列表上的工具和實(shí)際的程序工具寫錯了。
3.程序單上的刀具長度(刀片長度)和實(shí)際加工深度寫錯了。
4.程序表上的深度Z軸取數(shù)和實(shí)際的Z軸取數(shù)寫錯了。
5.編程期間坐標(biāo)設(shè)置不正確。
改進(jìn):
1.工件高度的精確測量也確保了安全高度在工件上方。
2.程序單上的工具要和實(shí)際的程序工具一致(盡量用自動程序單或者用圖片制作程序單。
3.測量工件上實(shí)際加工的深度,在程序單上寫清楚刀具的長度和刀片的長度(一般刀架長度比工件高2-3MM,刀片長度0.5-1.0MM)。
4.獲取工件上的實(shí)際Z軸數(shù)據(jù),并將其清楚地寫在程序表上。(這個操作一般是手動操作,要反復(fù)檢查)。


最新文章推薦